Voici un texte assez technique sur les diverses techniques chalcographiques décrites par Jean-Pierre Velly (1977)


LA GRAVURE EN CREUX SUR METAL
Les principales techniques de la gravure en creux sur métal sont le burin, la pointe sèche, la manière noire, l’eau-forte et l’aquatinte. II existe bien entendu d’autres techniques dont nous ne parlerons pas ici : gravure au soufre, vernis mou, gravure au sucre, etc.

LE BURIN
À l’aide d’un burin, fine tige d’acier, de section carrée ou losangée, emmanchée dans une demie poire de bois dur, dont une extrémité est biseautée, le graveur entame le cuivre. Selon la force avec laquelle il fait pénétrer son outil dans le métal, il obtient un sillon plus ou moins large et profond qui accueille l’encre et donne à l’impression un trait modulé, d’intensité variable selon la profondeur de la taille. Le copeau de métal, soulevé et emporté par le burin, laisse au passage de très fins reliefs de métal, les barbes. Celles-ci retiennent l’encre. Elles sont supprimées à l’aide de l’ébarboir, outil d’acier de section triangulaire passé à plat sur le cuivre, qui ôte d’une de ses trois arêtes tranchantes ces imperceptibles rejets de métal.
LA POINTE SECHE
Sur le cuivre nu, le graveur « dessine » avec une pointe d’acier ou de diamant solidement emmanchée, un peu comme il ferait sur une feuille de papier avec un crayon. L’intensité du trait à l’impression dépend de la force transmise par l’outil, ainsi que dans toutes les techniques qui utilisent la pointe. Alors que dans la technique du burin l’outil enlève le copeau de métal ne laissant qu’un sillon bordé de fines barbes à peine sensibles, dans celle de la pointe sèche au contraire ce copeau de cuivre n’est pas enlevé de la planche, mais rejeté sur les deux bords de la taille pour former les barbes qui jouent un rôle très important à l’impression. Le sillon laissé par la pointe reçoit l’encre. Les barbes forment un relief à la surface du cuivre et retiennent l’encre, caractéristique principale de cette technique. Après un tirage d’essai, le graveur peut atténuer ces barbes ou les supprimer (pointe sèche ébarbée).

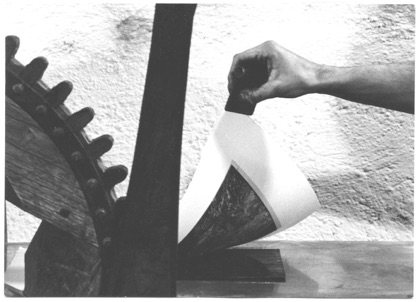
LA MANIERE NOIRE
Un cuivre, imprimé avant tout travail de l’outil, ne donnerait qu’un défoncement sur le papier d’un blanc égal à celui des marges. En travaillant sa planche, le graveur procède par addition de gris et de noirs. La manière noire est exactement le contraire. L’impression d’un cuivre préparé au berceau donne une surface d’un noir profond, parfaitement égal. Le graveur procède par addition de valeurs claires, allant jusqu’au blanc pur.
Le berceau est un outil d’acier, long de trois à six centimètres environ, large de quelques millimètres. La partie travaillant le cuivre, de forme semi-circulaire, est taillée en biseau. L’angle extrême de ce biseau est formé de fines pointes d’acier, régulièrement espacées les unes des autres. Le graveur donne à son outil un mouvement de berceuse. Les fines pointes d’acier soulèvent de petites barbes. Bercer un cuivre est un travail très long. Il faut bercer toute la surface de la planche, d’un angle à l’angle opposé, de long en large plusieurs fois de suite, pour obtenir une planche régulièrement hérissée de petites aspérités ayant pour rôle de retenir l’encre. Lorsque le graveur a obtenu un noir parfait, à l’aide du brunissoir, outil d’acier lisse destiné à écraser ou polir, il peut aplatir ces petites aspérités, qui donnent selon l’écrasement subi, des gris de différentes valeurs.

L’EAU-FORTE
La technique de l’eau-forte exige une préparation de la planche. Celle-ci doit être dégraissé, puis verni, en prévision de l’action de l’acide. II faut en premier lieu dégraisser le cuivre avec du blanc d’Espagne, baigné de potasse afin, d’obtenir une adhérence parfaite du vernis protecteur sur le métal. Lorsque la planche est dégraissée, rincée à l’eau et séchée, on procède à la pose du vernis soit liquide soit solide.
Le vernis liquide est étendu au pinceau sur la planche tiédie. Pour l’application du vernis solide, il faut chauffer le cuivre au point de fusion du vernis. Celui-ci enveloppé d’une pièce de taffetas, empêchant les impuretés de se déposer, est passé sur toute la surface de la planche. Il est ensuite égalisé à l’aide d’un tampon, morceau de tissu bien rembourré d’ouate que l’on passe en tapotant irrégulièrement sur toute la surface du cuivre. Le vernis étant encore chaud, on saisit la planche avec un étau à main et la retourne afin de présenter la surface vernie à la flamme d’un flambeau composé de rats-de-cave; celle-ci devient d’un noir profond. Par contraste avec la couleur au cuivre, elle facilite la lecture du travail. Le vernis durcit du refroidissement de la planche.
À l’aide d’une fine aiguille d’acier, ou de tout autre instrument susceptible de rayer le vernis, l’aquafortiste met le cuivre à nu. Lorsqu’il juge le moment venu de faire la première morsure, il choisit son acide en fonction du résultat souhaité (acide nitrique, perchlorure..., plus ou moins concentré). Après avoir recouvert le dos de sa planche d’un vernis, il la plonge dans un bain contenant l’acide choisi et la laisse le temps nécessaire pour obtenir la profondeur de taille désirée. Après avoir sorti la planche du bain d’acide, il lave cette dernière à l’eau afin d’enlever les résidus de morsure et les fines gouttelettes d’acide restées dans les sillons creusés par ce dernier; il ôte ensuite le vernis avec de l’essence. L’action de l’acide s’exerce sur toutes les parties de la planche touchées par la pointe du graveur. Les zones recouvertes de vernis et sans contact avec l’acide, restent épargnées.
L’aquafortiste procède alors à l’impression. Il obtient une première épreuve d’état. Selon le résultat obtenu au tirage, il peut renouveler les opérations décrites ci-dessus, afin d’obtenir une seconde, une troisième morsure et ainsi de suite jusqu’à l’épreuve définitive.
II peut aussi procéder différemment. Pour obtenir les gris légers, il ne laisse sa planche que pendant un court instant dans le bain d’acide. Les parties de cuivre mis à nu subissent une légère attaque. Les parties légèrement mordues qu’il veut préserver sont recouvertes de vernis. La planche est replongée dans le bain d’acide qui attaque les surfaces vives. Pour obtenir une troisième, une quatrième gradation de noir, il répète l’opération. Ces deux processus sont, le plus souvent, intimement liés.
L’AQUATINTE
Comme pour l’eau-forte, il faut dégraisser le cuivre. Le graveur dispose d’une boîte à grains hermétique, qui mesure un mètre cinquante environ et contient de la résine en poudre qui est soulevée pur l’action d’une soufflerie. On place la planche à l’intérieur de la caisse: la poudre de résine retombe lentement et recouvre de manière régulière la surface. Ce procédé donne un grain très fin et très régulier.
II est possible d’agir différemment sans utiliser la boîte à grains.
La résine concassée est placée dans un petit sac de toile. En tapotant légèrement sur ce sac au-dessus du cuivre, la résine tombe en poudre et en grains selon la texture. La concentration des grains de résine est plus irrégulière qu’avec une boîte à grains.
La résine est donc déposée sur le cuivre où il faut la fixer. Par chauffage de la planche, les poussières et les grains fondent et collent au cuivre. Avec un pinceau trempé dans du vernis liquide, le graveur établit ses réserves, c’est-à-dire recouvre de vernis toutes les parties du cuivre qu’il ne souhaite pas soumettre à l’acide.
Les espaces non protégés par ce vernis sont tachetés de points de résine fondue qui sont à l’abri de l’acide les petites surfaces de métal qu’elle recouvre. Le but premier de ces îlots de cuivre est d’empêcher les surfaces attaquées par l’acide de se vider de leur encre lors de l’essuyage après l’encrage. Ces surfaces peuvent également être utilisées à des fins plastiques.
À la sortie du bain d’acide, l’aquatintiste agit comme l’aquafortiste: rinçage de la planche l’eau, avant d’enlever le vernis à l’aide d’essence. Pour faire disparaître les grains de résine fondue, il utilise l’alcool à brûler. II peut répéter ces opérations autant de fois qu’il le faut, superposant les surfaces de morsures, jouant sur les temps de morsures, l’épaisseur et la densité des grains de résine.
LES REPENTIRS
Dans toutes les techniques de gravure, il est possible d’atténuer, d’effacer un ou une surface. Pour atténuer un trait, le graveur écrase le métal bordant le trait à l’aide d’un brunissoir. Le cuivre subit l’écrasement. Il tend à occuper et rétrécir le vide laissé par l’outil ou l’acide. Le procédé est analogue pour baisser d’une valeur une surface, composée d’un ensemble de traits ou de points.
S’il veut effacer un trait ou une surface, le graveur utilise en premier lieu un grattoir ou ébarboir. Il gratte le cuivre jusqu’au fond de la taille pouf faire disparaître celle-ci. II se sert ensuite du brunissoir pour récupérer le poli du cuivre. Si la surface est profondément gravée, il l’use à l’aide de pierres abrasives de plus en plus fines, avant d’utiliser le brunissoir.
Si la surface est réduite, les sillons profonds, il se produit après usage du grattoir, une cuvette dans le métal. L’artiste martèle le dos de la planche, après avoir tracé à l’aide d’un compas à repère la zone de métal à repousser, de manière à la niveler mieux.
L’EPREUVE
Toutes les techniques que nous vouons de décrire peuvent s’employer sur la même planche de cuivre. Un trait gravé au burin étant très différent sur le cuivre, et donc à l’impression, d’un trait gravé à l’eau-forte, à la pointe sèche, ou d’une autre manière, le graveur mélange selon ses besoins ces diverses techniques.
L’impression est le reflet fidèle de ce qui est gravé sur le cuivre. Le burin ébarbé donne à l’impression un trait d’une grande pureté, le métal ayant été coupé par l’outil. L’épreuve a un aspect plus rigoureux qu’une gravure exécutée à l’aide d’une autre technique.
Cela provient en partie du trait gravé, mais aussi du fait que le burin n’offre pas la même liberté que la pointe sèche ou l’eau-forte. Le burin engagé dans le métal, fait sauter un copeau. Le graveur à chaque instant, guide son outil pour vaincre la résistance du cuivré. La main tenant le burin ne court pas sur la planche comme la main tenant la pointe. Le burin se tient dans la paume de la main droite qui pousse l’outil en avant. C’est la main gauche qui, faisant tourner la planche de cuivre sous l’outil, donne le trait courbe, au contraire de la pointe sèche ou de l’eau-forte.
La pointe sèche donne, à l’opposé du burin, un trait délié, cursif, se chargeant parfois de noires épaisseurs d’encre, comme pour mieux disparaître dans les blancs. Ces différences de modulation du trait sont dues aux barbes. Importantes, elles retiennent davantage d’encre; faibles, elles en retiennent moins. Ces barbes donnent à l’épreuve des noirs veloutés, facilement reconnaissables.
L’impression d’une manière noire pure ne montre pas de traits, mais uniquement des surfaces, du noir total au blanc pur, en passant par les valeurs intermédiaires. On observe que certains gris sont obtenus par la juxtaposition de minuscules points noirs. Ceux-ci sont produits par les petits creux du métal, qui sous la pression du berceau ont donné naissance à de petites barbes hérissées dont nous avons déjà parlé. Le graveur les ayant supprimées, il ne reste que les creux. S’il les fait disparaître, il obtient un blanc pur. L’apparence de la manière noire est toujours assez floue. Le passage brutal du blanc au noir est quasi impossible.
La feuille gravée à l’eau-forte a parfois la liberté de la pointe sèche, sans l’effet produit par les barbes. L’aquafortiste n’a pas à se soucier, comme le buriniste, de vaincre le métal. Sa pointe court librement sur le vernis. Le creux laissé par l’acide dans le métal n’a pas la régularité de celui taillé par le burin. L’acide a rencontré de petites zones de métal plus ou moins denses. Les parties les moins denses ont été attaquées plus rapidement . Un trait d’eau-forte présente deux bords non parfaitement parallèles, sans la pureté d’un trait de burin. Ce caractère, pas toujours visible à l’oeil nu, confère à une gravure à l’eau-forte, une chaleur et une vibration particulière.
L’aquatinte, imprimée ressemble à un lavis. En regardant de plus près une épreuve, on s’aperçoit qu’il y a de petits points blancs dans les gris légers, des points gris dans les gris plus foncés, ils sont produits par les petites surfaces du métal épargnées de la morsure de l’acide par les grains de résine.
IMPRESSION DE LA PLANCHE
La planche est encore à chaud, aux environs de 30 degrés. L’imprimeur dispose d’une table de chauffe qui consiste en une planche de fer ou d’acier, de dimensions variables. La chaleur est donnée par un réchaud à alcool, à gaz, ou de préférence électrique, muni d’un thermostat, qui permet une température constante. La chaleur rend fluide l’encre afin de la faire pénétrer plus facilement dans les tailles. Auparavant il a déposé sur un marbre se trouvant près de cette table de chauffe la quantité d’encre qui lui est nécessaire. Après l’avoir malaxé à l’aide d’une spatule, il l’étend avec un tampon de cuir bien rembourré, sur toute la surface de la planche, imprimant à ce tampon un mouvement de berceuse, afin de faire pénétrer l’encre dans les tailles.
Lorsque la planche est bien encrée, il prend une des ou trois tarlatanes, pièces de tissu à trame très lâche, et commence par essuyer sa planche avec celle qui est la plus chargée d’encre. Cette première tarlatane se charge de la plus grosse partie de l’encre. La deuxième et la troisième poursuivant le travail. L’imprimeur a passé soigneusement ses tarlatanes, sans appuyer fortement sur la planche. Elles ont ôté l’encre des parties non gravées. Avec la paume de la main qu’il passe à plat sur le cuivre tiède, il achève d’enlever l’encre se trouvant sur les parties épargnées. S’il a déposé un peu de blanc d’Espagne sur sa paume, il ôte en la passant sur le cuivre froid le dernier voile d’encre, transparent sur le métal, mais qui donnerait à l’impression une légère teinte de fond grisâtre.
L’encre d’imprimerie n’a été protégée que dans les creux, des plus profonds aux plus subtils. C’est elle que le papier vient chercher en subissant la pression du cylindre de la presse.
La presse en taille-douce se compose d’un châssis supportant deux cylindres d’acier, horizontaux, l’un étant placé au-dessus de l’autre.
Celui du dessus, mobile verticalement, reçoit à ses deux extrémités une pression verticale que supporte celui du dessous qui est fixe. La pression s’exerce surtout sur un plateau se trouvant entre les deux rouleaux. C’est sur ce plateau que l’on place la planche de cuivre encrée, prête à l’impression. Le papier servant à l’impression a été légèrement humecté d’eau, afin de le rendre plus souple. La planche encrée se trouve sur le plateau de la presse. Le papier vient recouvrir la face gravée du cuivre. La feuille de papier blanc est recouverte à son tour par les langes, pièces de feutre taillées aux dimensions du plateau. Grâce à ceux-ci, la pression est plus régulière. Ils aident la feuille de papier à prendre l’encre au fond des tailles. Le rouleau supérieur, en tournant, entraîne le plateau de la presse. Le cuivre commence à subir la pression lorsqu’il se trouve engagé sous le rouleau. Cette pression est très forte. Elle oblige le papier humide à pénétrer dans le moindre trait étroit ou large, profond ou non. C’est ainsi que le papier prend l’encre et que le graveur soulevant sa feuille imprimée peut y lire le résultat de son travail.